由于EVA泡棉具有上述特點����,EVA泡棉在模切過程中會出現前面提到的三個基本問題;
一�、斜邊問題
*先,關于模切沖切過程中容易出現的斜邊����,造成這種問題的原因是泡棉厚度高。在沖切過程中����,泡棉擠壓后沖切,泡棉帶面擠壓形成的斜邊����。解決這類問題的主要方法是改變刀具的選擇。
通常�,我們使用的模切刀具是雙斜邊切口刀具,用于沖作業�。因此,為了*證斜邊的有效減少����,我們使用單鋒刀,內直外斜��,可以有效減少泡沫斜邊的產生。
與此同時����,對于結構相對簡單的EVA泡棉模切件,我們采用分條����、分邊、跳切的方式�,減少影響斜邊的因素,從而避免斜邊問題�。對于一些結構稍復雜的產品,我們可以采用刀線分解的方式進行沖壓����,而不是閉合刀線,多線重疊��,減少泡棉沖壓過程中的擠壓應力����,從而減少泡棉斜邊的問題����。
二、粉塵碎屑
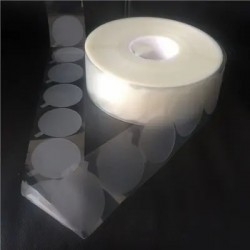
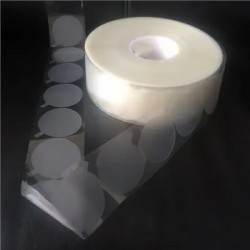
其次,關于EVA泡沫碎屑粉塵的問題�,造成這種問題的根本原因在于泡沫本身的特性。由于泡沫韌性低����,其組成結構是泡沫材料。在沖壓過程中��,由于刀具的反復作用����,碎屑泡沫顆粒容易形成粉塵,漂浮在空中��。對一些有清潔要求的模切作業�,解決這類問題的方法有很多,一般都有噴灑脫模劑����,而生產線上常用的方法是在EVA泡棉表面復合一層OPP保護膜來解決這一問題。當然����,這樣可能會造成一些輔料的浪費。
三��、排廢難
其實造成這種原因*根本的原因是泡沫太厚,孔徑小��,排廢過程中廢料難以提取��。一般而言�,傳統的做法是在模切機模座外做一套頂針治具進行排廢,通過頂針將孔狀廢料頂出����,進行下落料排廢。但這種排廢方法操作不好��,容易劃傷泡沫����,造成產品不良。圓刀上常用的方法是提取刀進行提取和排廢�。今日對此類問題的出現,小編給出了一個較好的作業方案��,即上異步作業方案��。










{kind=link}